

Categorization:Product Information
M12 waterproof circular connector thread torque control method: the threaded connection and its impact on the analysis of factors, combined with the actual production of four-axle front and rear axle U-bolt tightening machine for construction vehicles after tightening the nut output torque reaches the target value (the main monitoring and control of the operation of the display screen shows the value of torque), the digital torque wrenches to detect the nut torque torque is not up to the process of the specified torque value requirements and dynamic torque and static torque test and analysis of differences between The difference between the dynamic torque and static torque is tested and analyzed, the torque control value is obtained through statistical methods, and the concept of dynamic torque and static torque is introduced into the torque control process, the torque control method is established, and it is applied to the quality control process of product production. Threaded connection connects two parts through the bolt axial preload to connect, is a commonly used connection in mechanical products, bolt axial preload has a direct impact on the strength of the connection, the threaded vice to prevent loosening, sealing between the connected parts, etc., stable and appropriate size of the axial preload is a prerequisite for reliable connection. In practice, it is not convenient to measure the bolt axial clamping force directly, so it is generally necessary to control the bolt torque to get the appropriate axial clamping force. Front and rear axles of engineering vehicles and steel plate spring assembly process, the pre-tightening of riding bolts and nuts, in the case of confirming that the coupling, threaded vice, operating methods, etc., in a stable state, the use of electric tightening machine tighten the nut to be measured, and then through the digital torque wrenches to detect the torque value, it was found that the torque value is inconsistent, and can not reach the torque value requirements of the process regulations (such as Table 1). This paper analyzes the detection of this problem and proposes a solution to the problem. Prerequisites: 1. process regulations torque: 200N.m ~ 250N.m; 2. tightening machine set torque value: 250N.m
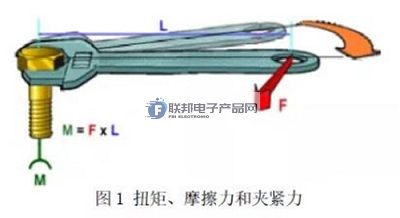
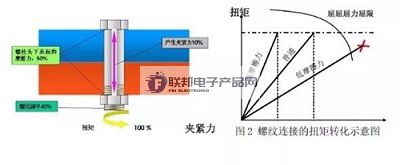
First, the factors affecting torque analysis of torque, friction and clamping force relationship shown in Figure 1: torque (M) = force (F) × force arm (L) according to the principle of torque and tightening technology, torque, friction and clamping force relationship shown in Figure 2. Bolts in the tightening in the stretch, it produces a clamping force on the connection, and in the assembly process is needed in the connection of the clamping force, and in the tightening process generally 90% of the torque is consumed by friction, only 10% of the torque is converted into a clamping force. But in the actual assembly process of the clamping force can not be measured, it is difficult to detect, we can measure the torque. 1, the impact of friction through the measurement: the change of friction, will lead to a 40% change in the clamping force in the connector. From the method of torque control analysis, when the threaded connection, the bolt axial preload F and the tightening torque T applied when tightening is proportional to the relationship. Expressed as T = KF, K is the torque coefficient, and the size of its value is mainly determined by the frictional resistance between the contact surfaces and between the threaded teeth. In general, the K value of about 0.2 ~ 0.4 between, and sometimes reached between 0.1 ~ 0.5, so the change of frictional resistance on the torque has a great impact, that is, the use of the same set torque value to tighten the two different frictional resistance of the connectors, the bolt torque obtained by the difference is very large, greater than up to twice as much. The use of different nuts state, the friction is different, the torque changes. 2, connection mode
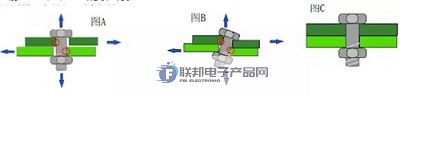
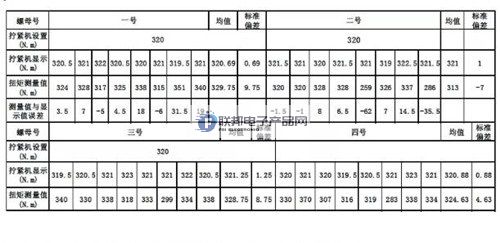
The connection method is divided into hard connection, neutral connection and soft connection. Through the test, it can be seen that different elasticity coefficients of the connecting body, different surface processing methods and treatments have a great influence on the value of torque coefficient K, which affects the torque, according to the QC/T518-2007 specification for automotive threaded fasteners tightening torque requirements, 8.8 grade M14 × 1.5 bolts, whose torque is 146N.m ~ 206N.m, through the hard connection, neutral connection and soft connection parts in the test and statistical analysis and calculation, the static torque is 156N.m ~ 248N.m for hard connection, and 156N.m ~ 248N.m for soft connection. Connection and soft connection parts of the test and statistical analysis and calculation, hard connection static torque of 156N.m ~ 248N.m, neutral connection static torque of 141N.m ~ 247N.m, soft connection static torque of 108N.m ~ 262N.m, through the test of its impact on the torque of ± 27.2%. In the tightening process, in the bolt axial direction of the connection and the larger the deformation of the connected parts, the connection is more "soft", and vice versa, the more "hard", in the actual flexing, the tightening angle of the hard connection is less than 30 °, the tightening angle of the soft connection is greater than 720 °, but most of the connection is a neutral connection, its static torque of 108N.m ~ 262N.m, through the test of its impact torque of ± 27.2%. Connection for neutral connection, its tightening angle between 30 and 720 °. Connection mode on the torque of the impact of Figure 3: 3, other factors affecting the torque of the assembly process vibration; the state of the workpiece (assembly fittings changes, changes in the size of the assembled parts); holes misaligned, misaligned parts (such as Figure A, B), parts are not the right (such as Figure C bolts are too long) to the tightening of the force is not uniform, which seriously affects the value of the torque. Associated parts are not assembled in place, fixtures and fittings are not in place to tighten the same uneven force, affecting the torque value. Tightening accuracy; measurement time; personnel state (force size, force uniformity, in place state perception, etc.). In the bolt diameter, surface friction coefficient of the connected parts, thread coefficient of friction and connection method has been determined, electric tightening machine tightening nut output torque and digital torque wrench detection nut torque value is inconsistent with the reasons for the analysis of yielding dynamic torque and static torque impact. Second, the dynamic torque, static torque and its factors affecting static torque - manual tightening tools have been tightened bolts plus a bolt tightening direction gradually increasing torque, until the bolt once again to produce the tightening movement of the moment, the recorded torque value just produced movement, that is, the static torque. Such as the use of torque wrenches to measure the torque obtained. Dynamic torque - is the automatic tightening tool in the tightening process eventually or the torque value of the twisting process. Such as special vehicle workshop four-axle front and rear axle U-bolt tightening machine final display of torque is the dynamic torque. Usually the tightening specification is dynamic torque. Dynamic torque and static torque there is a difference, and sometimes the difference between the two can be up to 30% or more. The main factors causing the difference include: soft bonding points (gaskets and seals); tightening time; the state of the workpiece (whether or not it has been used); the state of the personnel (the size of the force, the uniformity of force, in place in the state of perception, etc.). In order to further detect and analyze the dynamic torque and static torque, in the case of not installing the steel wrench spring and related parts, and only using the five-eye plate mounted on the jockey bolts to locate and then bring the nut, the torque test is carried out after tightening with the tightening machine, as follows Table 2:
As can be seen from Table 2, the same output setting value, the tightening machine shows the dynamic torque value and measured static torque value are not the same, but the dynamic torque is more accurate than the static torque, repeatability is stronger. In order to correctly control the torsion torque of the front and rear axle steel plate spring jockey bolts, through further experiments, statistical analysis, the development of the inspection of the static torque and the tightening machine set the dynamic torque, after the implementation in the production process and tracking and verification, the torsion torque of the steel plate spring jockey bolts have been effectively controlled. Third, torsion torque control 1. static torque value of the correct evaluation of the collection of 100 actual torque measurements, and then with the help of statistical analysis to find the standard deviation s, and then according to the actual situation of the assembly to ± 2s or ± 3s as a control range of the upper and lower limits of the flexure, used as a test, evaluation of the tightening effect of the bolt connection, and the measured value of the static torque must be in the upper and lower flexure limits set within the range. However, in the process of developing static torque values, due to personnel, time constraints, it is not possible to measure each fastening bolt 100 times, in order to both get the correct torque, but also fast and convenient development of static torque values, can be calculated through the following empirical formula (T: the middle value of the illustration; a: illustration of tolerance; So: check the intermediate value of the check; b: check the tolerance) static inspection of the intermediate value of the So and static Tolerance b, combined with the general global static torque specification release and update process (NOA No. GGAS-345) tolerance change ≤ 35%, the median change of ≤ 15% of the requirements of the calculation to determine the inspection of the static torque value. 2. Preparation of dynamic torque and static torque torque table as a comparison of the actual production of the scope of control and inspection used, such as Table 3.
3. Development of specifications for static torque testing. IV. Conclusion steel plate spring riding bolt tightening is one of the focus of automotive assembly torque control, qualified torque control is critical to the assembly quality, but more factors affecting the torque, in the actual production, especially in the mass production process of torque control is a complex task, through the analysis of the impact of the torque, to find the relationship between the dynamic torque and the static torque, and to promote the yield used in the implementation of the company's quality control QCOS, to solve the production of actual bolt torquing moment control method to improve product stability. Solve the problem of controlling the torque of actual bolts in production and improve the stability of product quality.
2, on the federal electronic products network platform related to the introduction and sales of products brief: federal electronic products network - a professional agent / production / sales of all kinds of [connectors | wiring harness | wire and cable products]; if you have a related [connectors | wiring harness | wire and cable products] purchasing / sourcing needs or would like to buy / to understand which connectors | wiring harness | wire and cable products we can provide solutions, please contact our business staff below; If you have related [connectors | wire harness | wire and cable products] sales / resources and promotion needs, please click on the "¡¡ Business Cooperation ←" to discuss with a person!
“Without the consent or authorization of this site, no one shall reproduce, reprint, distribute, cite, change, broadcast or publish the content in whole or in part in any form, nor shall there be any other violation of the copyright of this site.












